



వీల్ హౌస్ లైనర్ సింగిల్ ప్లాస్టిక్ చెకింగ్ ఫిక్స్చర్
వీడియో
ఫంక్షన్
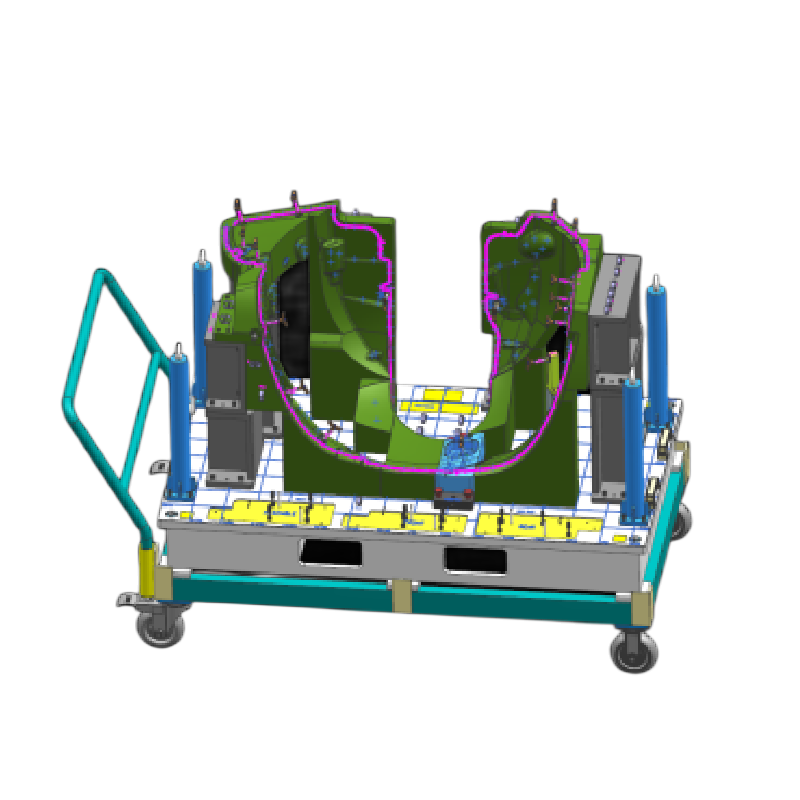
వీల్ హౌస్ లైనర్ కోసం CF నాణ్యత తనిఖీ నియంత్రణ మరియు ఆటోమోటివ్ ఉత్పత్తి లైన్ సామర్థ్యం రేటును మెరుగుపరచడానికి మద్దతు.
స్పెసిఫికేషన్
| ఫిక్స్చర్ రకం: | వీల్ హౌస్ లైనర్ CF |
| పరిమాణం: | 1800*900*1500 |
| బరువు: | 145కి.గ్రా |
వస్తువు యొక్క వివరాలు

ఉపయోగం మరియు నిర్వహణ
టెస్ట్ ప్లేస్ ప్లాట్ఫారమ్ కింద పీస్వర్క్ స్థానంలో X167 ఉపయోగించబడుతుంది, క్షితిజసమాంతర సపోర్ట్ బార్ మరియు నిలువు సపోర్ట్ బార్తో సహా సపోర్ట్ బార్, క్షితిజ సమాంతర సపోర్ట్ బార్ బేస్పై స్థిరంగా ఉంటుంది, మైక్రోమీటర్పై ఉంచబడిన సపోర్ట్ బార్ స్థాయి, దీని పాత్ర: మైక్రోమీటర్ మరియు సిలిండర్పై స్థిరంగా, సిలిండర్ స్థిరమైన ప్లేట్పై స్థిరంగా ఉంటుంది, క్షితిజ సమాంతర మద్దతు బార్పై స్థిరపడిన మొదటి ప్రసార పరికరం ద్వారా స్థిరమైన ప్లేట్, మొదటి ప్రసార పరికరం కుహరం కోసం మొదట సపోర్ట్ బార్లోని స్థాయితో సహా, మొదటి మొదటి స్క్రూలో ఉంచబడుతుంది. కుహరం కోసం, మొదటి స్థిర బ్లాక్లోని మొదటి సెట్ స్క్రూలో, కుహరం ఉపరితలం కోసం మొదటి లాంగ్ స్లాట్ను తెరిచిన మొదటిది, వసతి కుహరం యొక్క కుహరం గోడకు దగ్గరగా ఉన్న మొదటి పొడవైన గాడి ద్వారా మొదటి స్థిర బ్లాక్, మొదటి స్థిర బ్లాక్ మొదటి స్క్రూతో థ్రెడ్ రంధ్రంతో అందించబడింది;పట్టిక దిగువన అడ్డంగా ఉంచండి.
రెండవ స్థిర బ్లాక్తో కనెక్ట్ చేయబడింది, బేస్ రెండవ స్క్రూతో అందించబడుతుంది, రెండవ మోటారు యొక్క రెండవ స్క్రూతో అనుసంధానించబడి ఉంటుంది, బేస్ ఉపరితలం ప్లేట్పై ఉంచబడుతుంది రెండవ పొడవైన గాడితో అందించబడుతుంది, రెండవ స్థిర బ్లాక్ అంతర్గతతో అందించబడుతుంది థ్రెడ్లు మరియు రెండవ స్క్రూపై సెట్, రెండవ స్థిర బ్లాక్ మరియు రెండవ పొడవైన గాడి గోడను మూసివేసి, ప్లేట్ యొక్క ఉపరితలం విస్తరించండి;క్షితిజ సమాంతర ప్లాట్ఫారమ్లో అనేక సపోర్ట్ బ్లాక్లు అమర్చబడి ఉంటాయి మరియు సపోర్ట్ బ్లాక్ యొక్క ఉపరితలం ఒక ఆర్క్లో మరియు దానికి దగ్గరగా అమర్చబడి ఉంటుంది.
పీస్వర్క్ యొక్క ఉపరితలం కొలవాలి.
సైడ్ వాల్ కనెక్ట్ పోర్ట్తో అందించబడుతుంది మరియు నెగటివ్ ప్రెజర్ సక్కర్ సపోర్టింగ్ బ్లాక్ యొక్క ఉపరితలంపై అనుసంధానించబడి ఉంటుంది మరియు ప్రతికూల పీడన సక్కర్ సపోర్టింగ్ బ్లాక్ యొక్క ఉపరితలం దగ్గరగా ఉంటుంది మరియు అంటుకునేది స్థిరంగా ఉంటుంది.దావాలో పేర్కొన్న వంతెన తనిఖీ సాధనం ప్రకారం.
మొదటి సిలిండర్ కార్డ్ బ్లాక్తో అందించబడుతుంది, స్థిర ప్లేట్ కార్డ్ స్లాట్, కార్డ్ బ్లాక్ కార్డ్తో అందించబడుతుంది.
కార్డ్ స్లాట్లో, స్థిర ప్లేట్ చివర స్థిర ప్లేట్కు లంబంగా ఉంటుంది, నిలువు ప్లేట్ అందించబడుతుంది, నిలువు ప్లేట్ రౌండ్ రంధ్రంతో తెరవబడుతుంది, రెండవ సిలిండర్ నిలువు ప్లేట్లో స్థిరంగా ఉంటుంది మరియు పిస్టన్ రాడ్ కనెక్ట్ చేయబడింది. రౌండ్ రంధ్రం ద్వారా మొదటి సిలిండర్కు.
అసెంబ్లీ ప్రక్రియలో తక్కువ విచలనం.03 పూర్వ కళలోని తనిఖీ సాధనం సేకరణ ద్వారా బిగించబడుతుంది మరియు మైక్రోమీటర్ సేకరించడం ద్వారా స్థిరపరచబడుతుంది, ఇది సిలిండర్ ద్వారా నడపబడుతుంది లేదా నేరుగా మానవీయంగా నిర్వహించబడుతుంది.
డిటెక్షన్, ఈ డిటెక్షన్ పద్ధతి పీస్వర్క్ డిశ్చార్జ్లో ఉంది.
లెవలింగ్ ప్రక్రియలో విచలనం వంటి సమస్యల శ్రేణి ఉంది, ఇది టెస్టర్ యొక్క గుర్తింపు ఖచ్చితత్వాన్ని తీవ్రంగా ప్రభావితం చేస్తుంది.యుటిలిటీ మోడల్ కొత్త రకం క్యాబ్ చెకింగ్ టూల్ను అందిస్తుంది, ఇది పై సాంకేతిక సమస్యలను పరిష్కరించగలదు.యుటిలిటీ మోడల్ క్రింది సాంకేతిక పథకం ద్వారా గ్రహించబడుతుంది: క్యాబ్ తనిఖీ సాధనం బేస్ మరియు సపోర్ట్ రాడ్ను కలిగి ఉంటుంది, పరీక్షించడానికి పీస్వర్క్ను ఉంచడానికి బేస్ ప్లేస్మెంట్ ప్లాట్ఫారమ్తో అందించబడుతుంది, సపోర్ట్ రాడ్లో క్షితిజ సమాంతర మద్దతు రాడ్ మరియు నిలువు ఉంటుంది. మద్దతు రాడ్, క్షితిజ సమాంతర మద్దతు రాడ్ బేస్ మీద స్థిరంగా ఉంటుంది మరియు క్షితిజ సమాంతర మద్దతు రాడ్ బేస్ మైక్రోమీటర్పై ఉంచబడుతుంది, మైక్రోమీటర్ మొదటి సిలిండర్పై స్థిరంగా ఉంటుంది, మొదటి సిలిండర్ స్థిర ప్లేట్పై స్థిరంగా ఉంటుంది, స్థిర ప్లేట్ స్థిరంగా ఉంటుంది మొదటి ప్రసార పరికరం ద్వారా క్షితిజసమాంతర మద్దతు రాడ్, మొదటి ప్రసార పరికరం క్షితిజ సమాంతర మద్దతును కలిగి ఉంటుంది.
పోల్లోని మొదటి వసతి కుహరం, మొదటి వసతి కుహరంలో ఉంచిన మొదటి స్క్రూ మొదటిదానిలో సెట్ చేయబడింది.
స్క్రూపై మొదటి స్థిర బ్లాక్, మొదటి వసతి కుహరం ఉపరితలం మొదటి పొడవైన గాడితో అందించబడుతుంది, మొదటి పొడవైన గాడి ద్వారా మొదటి స్థిర బ్లాక్ వసతి కుహరం గోడకు దగ్గరగా ఉంటుంది, మొదటి స్థిర బ్లాక్ మొదటి స్క్రూతో అమర్చబడుతుంది.
సపోర్ట్ బ్లాక్ల యొక్క బహుళత్వం, సపోర్ట్ బ్లాక్ సర్ఫేస్ అరేంజ్డ్ ఆర్క్, పరీక్షించాల్సిన పీస్వర్క్ యొక్క ఉపరితలం దగ్గరగా ఉంటుంది.ప్రాధాన్యంగా, ప్లేస్మెంట్ ప్లాట్ఫారమ్ మరియు సపోర్ట్ బ్లాక్ కనెక్ట్ చేయబడిన ఎయిర్వేతో అందించబడతాయి మరియు ఎయిర్వే ప్లేస్మెంట్ ప్లాట్ఫారమ్లో ఉంటుంది.
వర్కింగ్ ఫ్లో
1. కొనుగోలు ఆర్డర్ను స్వీకరించారు-——->2. డిజైన్-——->3. డ్రాయింగ్/సొల్యూషన్లను నిర్ధారించడం-——->4. పదార్థాలను సిద్ధం చేయండి-——->5. CNC-——->6. CMM-——->6. అసెంబ్లింగ్-——->7. CMM-> 8. తనిఖీ-——->9. (అవసరమైతే 3వ భాగం తనిఖీ)-——->10. (సైట్లో అంతర్గత/కస్టమర్)-——->11. ప్యాకింగ్ (చెక్క పెట్టె)-——->12. డెలివరీ
తయారీ సహనం
1. బేస్ ప్లేట్ యొక్క ఫ్లాట్నెస్ 0.05/1000
2. బేస్ ప్లేట్ యొక్క మందం ± 0.05mm
3. స్థాన డేటా ±0.02mm
4. ఉపరితలం ± 0.1mm
5. చెకింగ్ పిన్స్ మరియు హోల్స్ ±0.05mm






.png)
.png)